The anatomy of an industrial cable

Each component serves an important purpose and affects handling requirements.
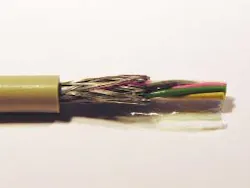
One pragmatic approach to understanding the anatomy of industrial cable is to surgically excise each individual part. Doing so allows for isolated observation and analysis to enable understanding of how they integrally fit together for operation. Such an observation will allow you to understand the basic construction, which is imperative to distinguish industrial cable from other cable types, when designing and integrating an application.
Know your basics
The choices and options for industrial cable run in the hundreds and even thousands, so understanding from the beginning exactly what cable requirements are necessary can make the process of choosing the right cable a painless process.
A typical industrial cable is constructed of five basic components, four of which are primary and one is secondary:
- Conductors;
- Primary insulation;
- Separators;
- Jackets;
- Filler (not in all industrial cables).
In some cases, filler is essential to meet the demands of a particular environment; in others it is not. It should also be noted that for some requirements, an industrial cable might also include an inner jacket and some type of shielding.
Pieces and parts
Analyzing the four primary components from the inside out, let's start with conductors. The industry standard of choice for conductor raw material is copper. Stranded rather than solid copper is used to increase the flexibility and durability of the cable.
Stranded copper is designed to withstand bending, even enduring flex cycles numbering in the millions. While this might seem extreme, one visit to an automotive assembly plant to view its robotics operations demonstrates the common need for high-flex cables in an industrial setting.
Frequently, copper conductors are coated to minimize corrosion. Bare copper oxidizes, but coating it with a metal not susceptible to oxidation and corrosion extends the life of the industrial cable. Materials most often used to coat the copper are tin or lead, or a combination of the two. Tin is the most common and the least expensive. With the cable industry as a whole taking a critical look at lead, and with a number of manufacturers touting lead-free products, tin is likely to remain the most common coating material.
Another reason that copper is "king" is because it can function optimally with a variety of other coatings, including nickel and silver, which work well in extremely high temperatures without tarnishing.
Moving outward in the cable's structure, we next come to the primary insulation, the function of which is to isolate the conductors from each other. According to Larry Eget, mechanical engineer for Lumberg Inc. (Midlothian, VA; www.lumbergusa.com), "The primary insulation must be a good electrical insulator, but does not require exotic chemical or abrasion resistance."
Remember, we are still at the inner core of the cable. Polyvinyl chloride (PVC) is often used as the primary insulation because of its cost-effectiveness compared to other materials.
The industrial cable's primary insulation needs to be a gauge, or thickness, that is a good match for the temperature resistance requirements. Some factory environments present challenges to the cable's performance because of extreme temperatures, which means the industrial cable needs to be strong enough to endure intense heat, sometimes even being impervious to weld slag.
Separators and jackets
On to the next component: the separator. To facilitate ease of handling and extruding the conductors from the cable jacket, industrial cables use some form of separator. There are a multitude of materials from which to use: a coating of lubricant designed for a specific purpose and application; a thin film of talc (a technique frequently used in Europe); or, a thin layer of paper.
Employing a separator benefits both the cable manufacturer and the end user, based on the savings realized through the reduction of labor and production costs that are passed on to the end user. Because the separator aids the ease of handling, labor-cost savings are realized at the installation level as well.
Holding it all in place
Last but not least is the cable jacket. Sometimes called the "outer jacket," this material holds all the other components in place and protects them from external threats such as heat, chemicals, splashdown, UV rays, mechanical abrasion, and other trauma.
Conforming to the other components making up the cable, there is a plethora of options when it comes to choosing the cable jacket's raw materials. PVC and polyurethane (PUR) are two of the most common choices, but other options include thermoplastic elastomer (TPE), butyl rubber, and neoprene.
With all of these choices, it is important to choose the material that is the best fit for your intended use and application. This choice deserves careful consideration not only regarding costs, but in regards to the final integration of the cable to its working environment.
For example, PUR is three times more costly than PVC, but is the best choice in applications like robotics, in which high flex capability is required.
But in a food-processing plant, where there is a significant amount of splashdown and harsh cleaning agents are used daily to achieve sanitation standards, PVC is the better choice because it is more resistant to chemicals than PUR. Not only does PVC save the end user up-front costs, but because it is more resistant to chemicals than PUR, you minimize the risk of downtime due to cable failure.
Lumberg has developed a line of food and beverage products to address the niche needs and particular challenges in food-processing venues. According to Lumberg product specialist Susanne Mettberg, "We know from years of application engineering, testing and in-the-field experience that PVC works better than PUR in food-processing environments. And when you combine the PVC with IP-69 K-rated stainless steel connectors and I/O boxes, you improve performance even in environments that require constant splashdown."
Shielding just in case
Another challenge that industrial cable can face is electromagnetic interference (EMI). This difficulty is magnified in factory environments where there are a lot of machines and the manufacturing process is highly automated. Electrical pollution can penetrate cables and cause interference by corrupting signal transmissions and interrupting current.
If the cable is using an inner jacket as part of the design, it can be wrapped with a foil shield to provide 360-degree shielding. The foil tape shielding protects the conductors from EMI in places where there may be a gap in a braided shield. But because of the fragile nature of foil shielding, it is recommended that braided shielding cover the foil to add strength and flex endurance to the cable's life cycle.
Connector choices
Choosing the right connector for industrial cable can be a daunting task, because the choices and options seem limitless. A simple way to choose a connector is to remember that the criteria you used to choose the cable is a good starting point.
The connectors at the end of the cables are going to have to work in the same environment and face the same challenges. So, the connectors need to meet the same performance standards as the cable.
Some connector manufacturers specialize in niche markets like harsh environments. Sticking with these manufacturers gives you assurance that they have expertise in producing products that perform in industrial settings. Also, choose a manufacturer that is customer-driven and believes in service after the sale.
When it comes to industrial cable, the secret to success is in choosing the right cable for the right job. More layers in the design don't always mean more strength.
Choosing the right industrial cable means choosing the right raw materials that make up all the individual components of that industrial cable. And the job of choosing the right cable is not complete until the right connector is attached to the end of the cable.
Raoul Benoit is public relations manager for Lumberg Inc. (www.lumbergusa.com).

